

焊(hàn)縫的試驗機拉伸測(cè)試GB/T2652-2008
發布日期:2019-06-26 點(diǎn)擊次數: 1427
GB/T2652-2008標準主要規定焊縫及熔敷金屬拉伸(shēn)試驗的方(fāng)法和試樣製備方法,試驗設備為拉力試驗機,拉伸試驗按GB/T228標(biāo)準進行。
試樣應從試件的焊縫及熔敷金屬上縱(zòng)向截取,加工完成後,試樣的平行長度應(yīng)全部由焊縫(féng)金屬組成,如(rú)圖:
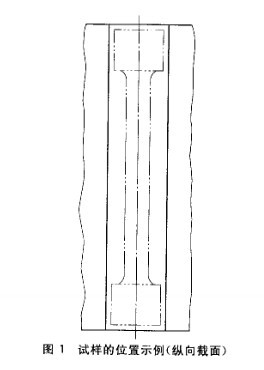
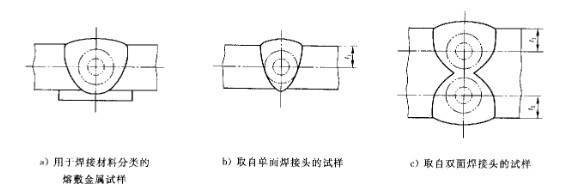
為了確保試樣在接(jiē)頭的正確定(dìng)位,試(shì)樣兩端的接頭橫截麵可做宏觀腐蝕。
取(qǔ)樣所采用的機械加工方法或(huò)熱處理(lǐ)方法不得對試樣性能產生影響。
試(shì)樣表麵應(yīng)避免產生變形硬化或過熱。
試驗時,用拉力(lì)試驗機逐(zhú)步連續加載,直至(zhì)試樣破壞,求得相關力學參數。試樣斷裂後,應檢驗斷口表麵,在斷(duàn)口上對試驗可能產生有害影響的缺(quē)欠都應在報告(gào)中記錄,記錄包括缺欠類型、尺寸和數量,有白點存在時,應做記錄且僅將白點的中心區(qū)域視為缺欠。
試樣應從試件的焊縫及熔敷金屬上縱(zòng)向截取,加工完成後,試樣的平行長度應(yīng)全部由焊縫(féng)金屬組成,如(rú)圖:
為了確保試樣在接(jiē)頭的正確定(dìng)位,試(shì)樣兩端的接頭橫截麵可做宏觀腐蝕。
取(qǔ)樣所采用的機械加工方法或(huò)熱處理(lǐ)方法不得對試樣性能產生影響。
試(shì)樣表麵應(yīng)避免產生變形硬化或過熱。
試驗時,用拉力(lì)試驗機逐(zhú)步連續加載,直至(zhì)試樣破壞,求得相關力學參數。試樣斷裂後,應檢驗斷口表麵,在斷(duàn)口上對試驗可能產生有害影響的缺(quē)欠都應在報告(gào)中記錄,記錄包括缺欠類型、尺寸和數量,有白點存在時,應做記錄且僅將白點的中心區(qū)域視為缺欠。

